

专注高端装备智能制造、工业机器人生产线集成、 夹具设计及制造、机床售后与大修改造

案例内容
案例视频
现场图片
相关案例
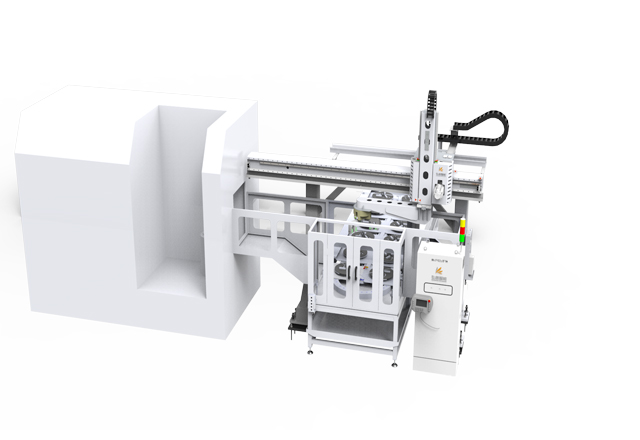
功能流程:
料仓人工上料--回转料仓将上料位移动到桁架抓取工位--接到主机上料呼叫信号--桁架机械手先将完成工件从主机上下料放置回转料仓的卸料工位--机械手从回转料仓的上料抓取工件给主机上料--机械手退回--料仓下料位满时由人工将工件从料仓下料。
规格项目 | 技术参数 |
桁架机械手 | |
轴数 | 2轴 |
负载(kg) | 75 |
机械手重复定位精度(mm) | ±0.1 |
X运行速度(m/sin) | 60 |
Z运行速度(m/sin) | 30 |
加速度(m/s2) | 2 |
驱动方式 | 伺服+减速机 |
控制方式 | 机器人控制系统(宝元) |




该项目由三条自动线组成 分别为: 1.桥壳加工单元一自动线; 2.桥壳加工单元二自动线; 3.桥壳清洗单元三线; 上料由AGV小车将工件由毛坯存放区域运至定位机构处,机器人地轨滑板上设有两个随行台,减少机床上下料等待时间。 技术参数: 1.自动线兼容工件种类21种; 2.自动线年产量35000只/年。
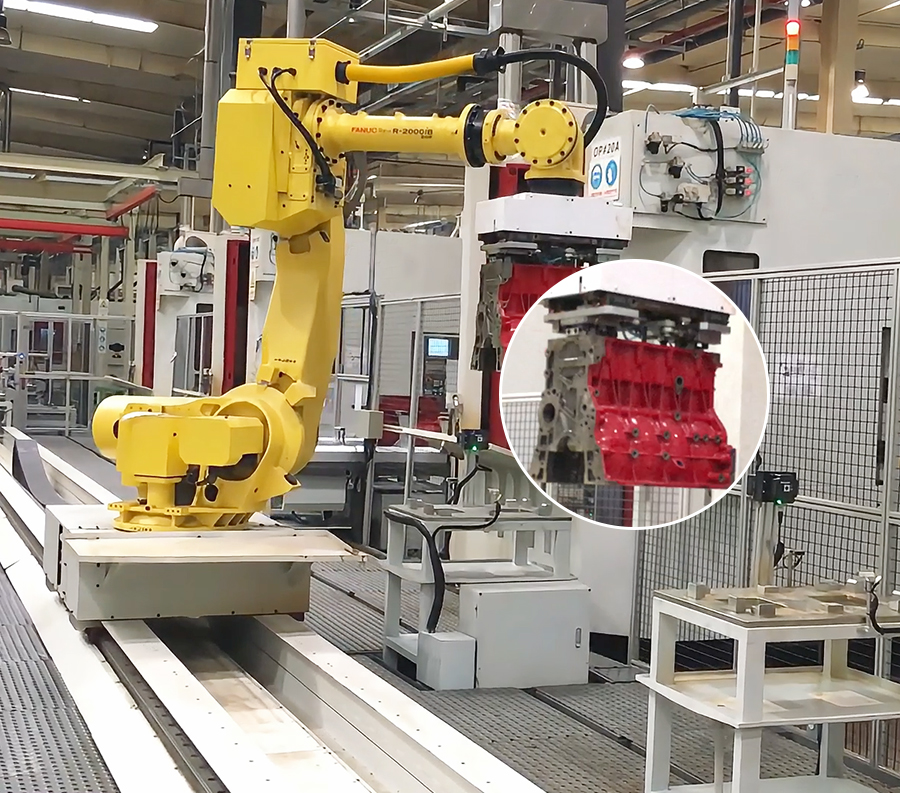
主要由:1套桁架机械手、1台输送上料道、1套抽检机构、2套回转台+料道、1套下料辊道,等相关自动化系统组成的自动线与3台卧式加工中心完成4.0缸体精加工的工序。

自动线由4台VCN430AL立式加工中心+四轴转台,4台VCN430AL立式加工中心+五轴转台, 3台机器人,1套机器人底座;2套地轨;2套第七轴,1套去毛刺工作站等组成

扫码关注


